- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

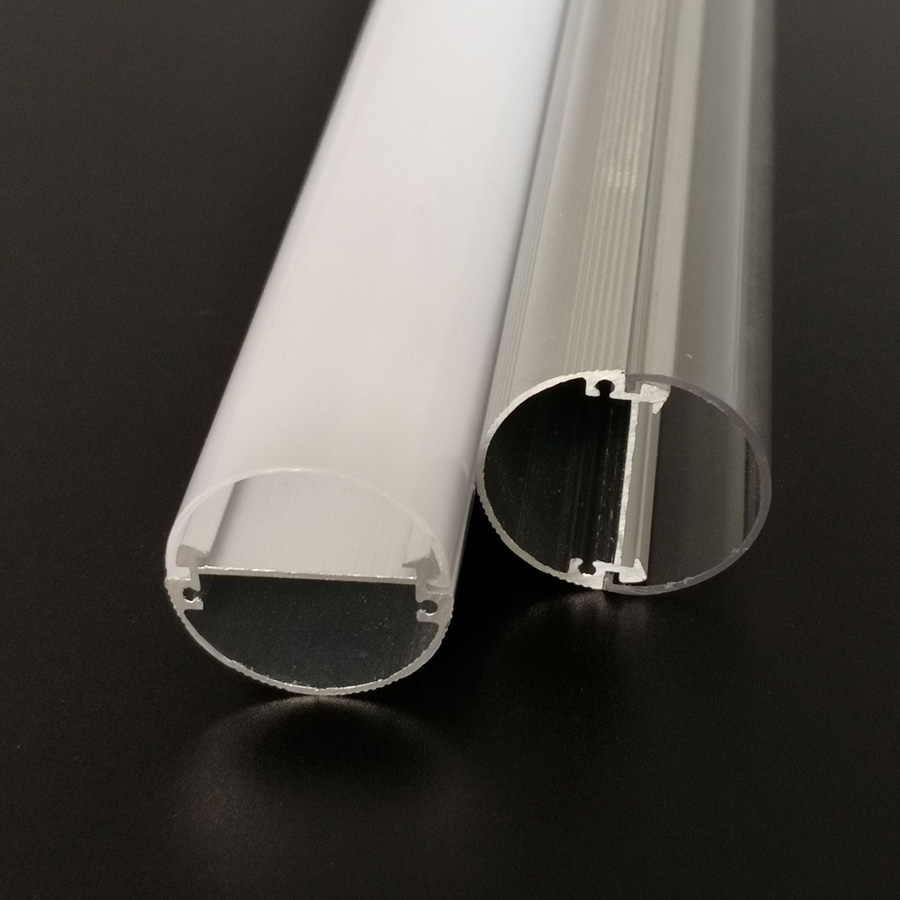
Záležitosti, ktoré si vyžadujú pozornosť v procese napínania plášťa hliníkového profilu LED
Záležitosti vyžadujúce pozornosť v procese naťahovaniaplášť z led hliníkového profilu
S rýchlym vývojom elektronických produktov sa škrupina používa ako ochranný obal elektronických produktov a typy materiálov sú tiež veľmi široké. Plášť hliníkového profilu je pridaním krokov procesu predbežného pokovovania a elektrolytického pokovovania na základe konvenčného procesu pokovovania titánom. Proces hliníkových profilov Je vloženie aktivovaných pokovovaných častí do vodného roztoku soli a kyseliny chlorovodíkovej na chemické ošetrenie; dá sa spracovať na rôzne série svetlých hliníkových výrobkov, ako je zlato, farba, čierna atď.
1. Naťahovanie sa musí vykonať po ochladení profilu z hliníkovej zliatiny pod 50 stupňov predtým, ako sa môže presunúť do napínacieho rámu na natiahnutie. Ak je teplota príliš vysoká, naťahovaním nielen spálite ľudské telo, ale aj spálite zvršky, ale aj preto, že nedokáže úplne eliminovať hliník V dôsledku vnútorného namáhania zliatinového profilu ide o absolútne odpadové produkty ako krútenie, skrútenie a zlá funkcia pred a po starnutí.
2. Kontrola veľkosti natiahnutia je približne 1% a treba poznamenať, že ak je veľkosť natiahnutia príliš vysoká, vyskytnú sa chyby veľkosti hlavy, stredu a chvosta, vznik škvŕn podobných vodnej zákrute (rybie šupiny). , nízka ťažnosť, vysoká tvrdosť a krehkosť (nízka plasticita). Príliš nízka pevnosť v ťahu spôsobí, že pevnosť v tlaku a tvrdosť profilu budú nízke a dokonca ani starnutie (kalenie) nemôže zlepšiť tvrdosť a profil sa dá ľahko ohýbať do oblúka.
3. Aby bolo možné veľmi dobre kontrolovať veľkosť deformácie v ťahu a kontrolovať zmenu veľkosti celého profilu, je potrebné zvoliť vhodné špeciálne svorky a vhodné metódy. Najmä materiál otvoru, oblúkový materiál, konzolový materiál a cikcakovité profily by mali venovať väčšiu pozornosť rozumnému a efektívnemu použitiu strečových upínacích podložiek.
4. Venujte pozornosť sile malých chodidiel, tenkých zubov, dlhých nôh, oblúkových plôch, šikmých plôch, otvorov, hľadísk atď. Aby sa predišlo výskytu defektov, ako je čiastočná alebo bodová rozmerová deformácia, skrútenie a pod. špirálovitá špirála profilu.
5. Pretože horná časť má účinok odolávania teplu, hliníkové profily s vysokým dekoratívnym vzhľadom musia byť otočené hore nohami a zadnou stranou, aby sa uľahčilo rovnomerné odvádzanie tepla a znížili sa horizontálne svetlé škvrny spôsobené nerovnomerným rozptylom tepla a odlišnou kryštalinitou, najmä veľkou šírkou. . Na povrchu treba venovať väčšiu pozornosť hliníkovým profilom s hrubými stenami.
6. Počas procesu regenerácie, premiestňovania a naťahovania sa navzájom nedrhnite, neťahajte, stohujte, nezasekávajte ani nezamotávajte a medzi sebou by mal byť dodržaný určitý interval. Profily z hliníkovej zliatiny, ktoré sa ľahko ohýbajú a majú krátku dĺžku vypúšťania, by sa mali včas zlikvidovať a v prípade potreby by sa mala vykonať údržba.
S rýchlym vývojom elektronických produktov sa škrupina používa ako ochranný obal elektronických produktov a typy materiálov sú tiež veľmi široké. Plášť hliníkového profilu je pridaním krokov procesu predbežného pokovovania a elektrolytického pokovovania na základe konvenčného procesu pokovovania titánom. Proces hliníkových profilov Je vloženie aktivovaných pokovovaných častí do vodného roztoku soli a kyseliny chlorovodíkovej na chemické ošetrenie; dá sa spracovať na rôzne série svetlých hliníkových výrobkov, ako je zlato, farba, čierna atď.
1. Naťahovanie sa musí vykonať po ochladení profilu z hliníkovej zliatiny pod 50 stupňov predtým, ako sa môže presunúť do napínacieho rámu na natiahnutie. Ak je teplota príliš vysoká, naťahovaním nielen spálite ľudské telo, ale aj spálite zvršky, ale aj preto, že nedokáže úplne eliminovať hliník V dôsledku vnútorného namáhania zliatinového profilu ide o absolútne odpadové produkty ako krútenie, skrútenie a zlá funkcia pred a po starnutí.
2. Kontrola veľkosti natiahnutia je približne 1% a treba poznamenať, že ak je veľkosť natiahnutia príliš vysoká, vyskytnú sa chyby veľkosti hlavy, stredu a chvosta, vznik škvŕn podobných vodnej zákrute (rybie šupiny). , nízka ťažnosť, vysoká tvrdosť a krehkosť (nízka plasticita). Príliš nízka pevnosť v ťahu spôsobí, že pevnosť v tlaku a tvrdosť profilu budú nízke a dokonca ani starnutie (kalenie) nemôže zlepšiť tvrdosť a profil sa dá ľahko ohýbať do oblúka.
3. Aby bolo možné veľmi dobre kontrolovať veľkosť deformácie v ťahu a kontrolovať zmenu veľkosti celého profilu, je potrebné zvoliť vhodné špeciálne svorky a vhodné metódy. Najmä materiál otvoru, oblúkový materiál, konzolový materiál a cikcakovité profily by mali venovať väčšiu pozornosť rozumnému a efektívnemu použitiu strečových upínacích podložiek.
4. Venujte pozornosť sile malých chodidiel, tenkých zubov, dlhých nôh, oblúkových plôch, šikmých plôch, otvorov, hľadísk atď. Aby sa predišlo výskytu defektov, ako je čiastočná alebo bodová rozmerová deformácia, skrútenie a pod. špirálovitá špirála profilu.
5. Pretože horná časť má účinok odolávania teplu, hliníkové profily s vysokým dekoratívnym vzhľadom musia byť otočené hore nohami a zadnou stranou, aby sa uľahčilo rovnomerné odvádzanie tepla a znížili sa horizontálne svetlé škvrny spôsobené nerovnomerným rozptylom tepla a odlišnou kryštalinitou, najmä veľkou šírkou. . Na povrchu treba venovať väčšiu pozornosť hliníkovým profilom s hrubými stenami.
6. Počas procesu regenerácie, premiestňovania a naťahovania sa navzájom nedrhnite, neťahajte, stohujte, nezasekávajte ani nezamotávajte a medzi sebou by mal byť dodržaný určitý interval. Profily z hliníkovej zliatiny, ktoré sa ľahko ohýbajú a majú krátku dĺžku vypúšťania, by sa mali včas zlikvidovať a v prípade potreby by sa mala vykonať údržba.
Predchádzajúce:Spôsob údržby LED hliníkového profilu